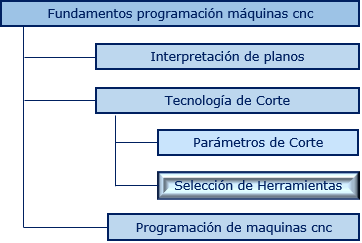
Selección de herramientas de corte
¿En la selección de las herramientas de corte que factores debo tener en cuenta?
Se debe tener en cuenta la clasificación de los materiales que se van a mecanizar según la norma ISO y también en la herramienta de corte 
¿Cómo se clasifican los materiales según la norma ISO?

Cuando estos materiales se van a maquinar, de acuerdo a las características del material y parámetros de corte que se programen en el mecanizado se genera la forma en que fluye y se arranca la viruta.
|
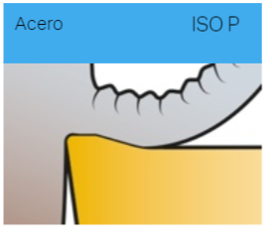
Los aceros ISO P se clasifican de acuerdo a los componentes químicos que lo conforman, aceros al carbono son aceros que contienen el mineral del hierro (Fe) y carbono (C ), la característica mecánica de la dureza del material dependerá de ese porcentaje de carbono, así un acero al carbono con un porcentaje de 0,1% de carbono (acero 1010 ) será blando y la viruta que se genera al maquinarlo tiene la tendencia a un flujo continuo, homogéneo y viruta larga, la variación depende del % de carbono.
|
En los aceros ISO P, también se consideran a los aceros aleados, los cuales tienen bajo porcentaje de carbono 0,01%, pero se adiciona el vanadio, cromo, níquel, molibdeno, así se aumenta su resistencia mecánica, entonces en la selección de la herramienta, cuando se utilicen insertos es importante considerar la calidad de la herramienta.

|

|
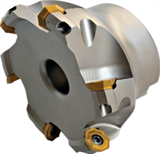
Porta Insertos Frontal (End Mill)Con 3 insertos de corte
|

|
Porta Insertos De Planear(Face Mill) Con 6 insertos de corte.
|
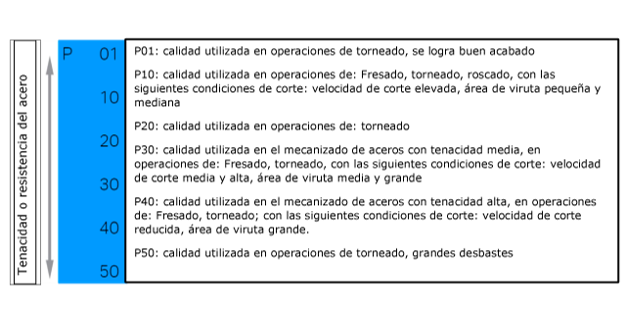
Calidad de la herramienta
|
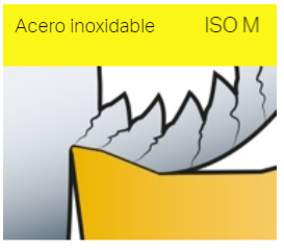
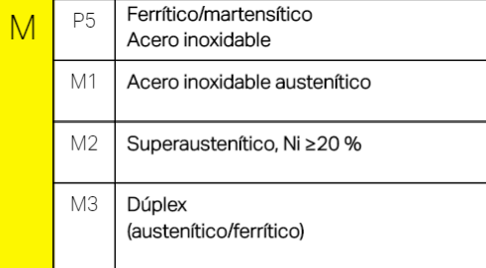
Los aceros inoxidables ISO M, se clasifican de acuerdo con el porcentaje de las aleaciones de: cromo 11- 12%, Niquel Ni, molibdeno Mo, y titanio Ti, el porcentaje de carbono se reduce hasta 0.01% y se denominan aceros inoxidables: ferríticos, austeníticos y duplex.
La viruta que se forma es laminar e irregular, se necesita más fuerza de corte que en el acero aleado, el control de la viruta es regular en el acero inoxidable ferrítico e irregular en el austenítico y duplex.
|
Calidad de la herramienta
|
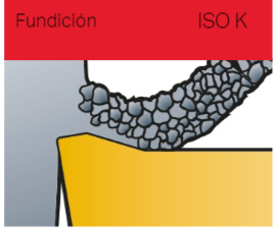
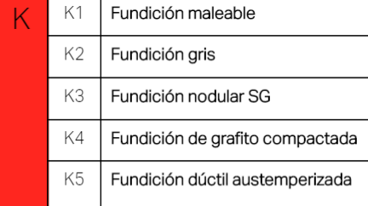
Fundición ISO K, la fundición se compone de hierro Fe, carbono C porcentaje mayor al 2% y sílice Si en un porcentaje de 1% al 3%, así como también puede tener Cr(Cromo), Va (vanadio) y Mo (molibdeno), componentes que incrementan la dureza de la fundición y no permiten la maquinabilidad; existen tres tipos principales de fundición: gris, nodular y grafito compactado.
La viruta fluye de forma quebradiza, hay que tener muy en cuenta que la viruta es altamente abrasiva y es conveniente proteger las guías de la máquina que se utiliza en el mecanizado.
|
Calidad de la herramienta

|
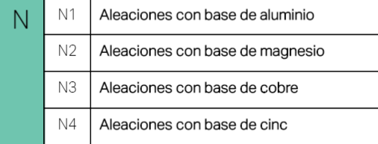
Materiales no ferrosos ISO N, dentro de los materiales no ferrosos están las aleaciones de aluminio con menos del 22% de Si (Silicio), así como también: cobre, bronce, latón, plástico, y materiales compuestos (kevlar).
La viruta que se genera es larga, el control de la viruta es fácil si es aluminio aleado, de lo contrario la viruta es pegajosa y requiere refrigerante, no existen dificultades en el control de la viruta en materiales no ferrosos diferentes al aluminio.
|
Calidad de la herramienta

|
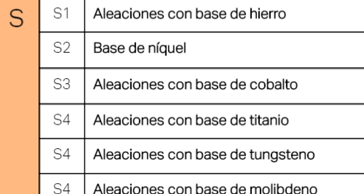
Super aleaciones resistentes ISO S, por lo general son aceros aleados que tienen su tratamiento térmico que le mejora sus características mecánicas y resistencia al calor, las aleaciones son a base de:Fe (hierro), Ni (Niquel), Co (Cobalto), Ti(Titanio), Tg(Tungsteno) y Mo (Molibdeno), caso muy típico son las fundiciones de hierro de alta aleación.
La viruta es larga y su control es difícil, se requiere un Angulo de desprendimiento positivo cuando se utiliza insertos de corte.
|
Calidad de la herramienta

|
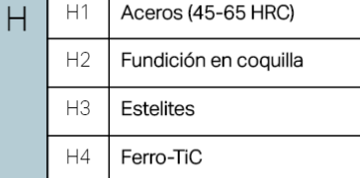
Acero templado ISO H, son aceros de herramientas templados y revenidos que tienen una dureza de 45 a 65 HRC.
La viruta es corta y tiene buen control, ya que la dureza es alta, se requiere ángulo negativo en el desprendimiento de viruta y alta potencia de la máquina.
|
Calidad de la herramienta
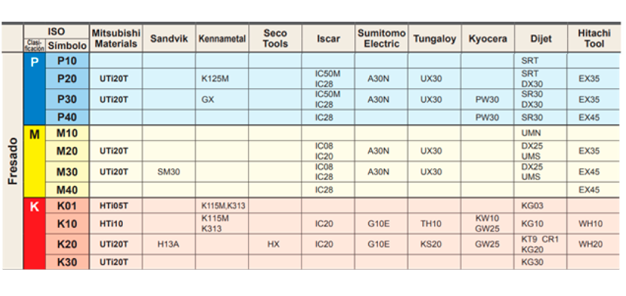
En el maquinado de piezas, a Colombia nos llegan herramientas de corte de diferentes fabricantes y cada uno de ellos maneja su propio código de calidad que los diferencia.
TABLA COMPARATIVA DE CALIDADES O GRADOS O CLASIFICACION DE LOS INSERTOS FABRICADOS EN DIFERENTES EMPRESAS
Korloy es un fabricante de herramientas de corte que tiene mucha acogida en Colombia, por el bajo costo que tiene comparado con los anteriores fabricantes.
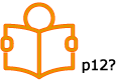
Equivalencia de calidad ISO a las calidades o grados Korloy en insertos de corte
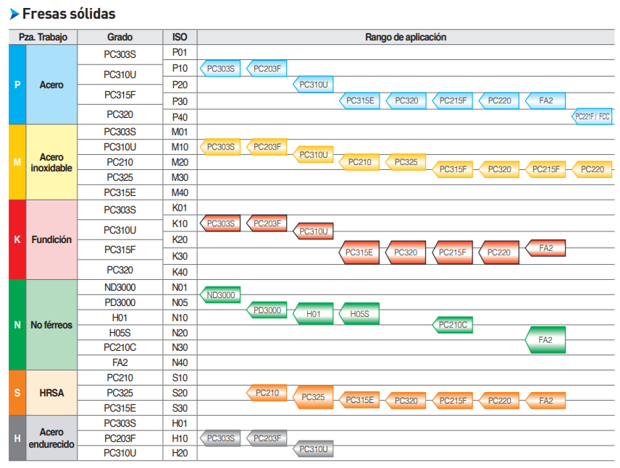
Equivalencia de calidad ISO a las calidades o grados Korloy Fresas de corte solidas
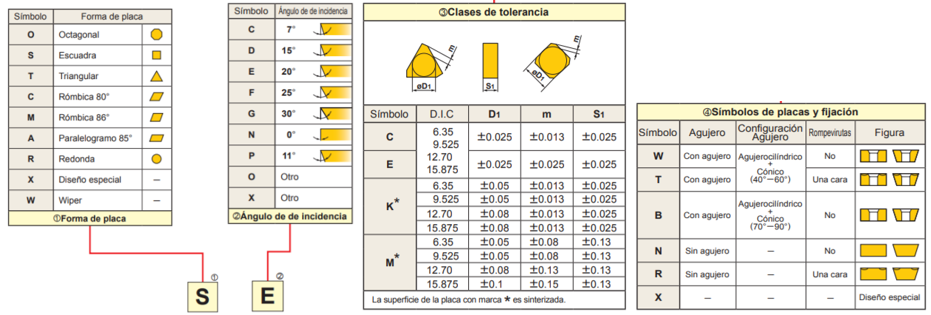
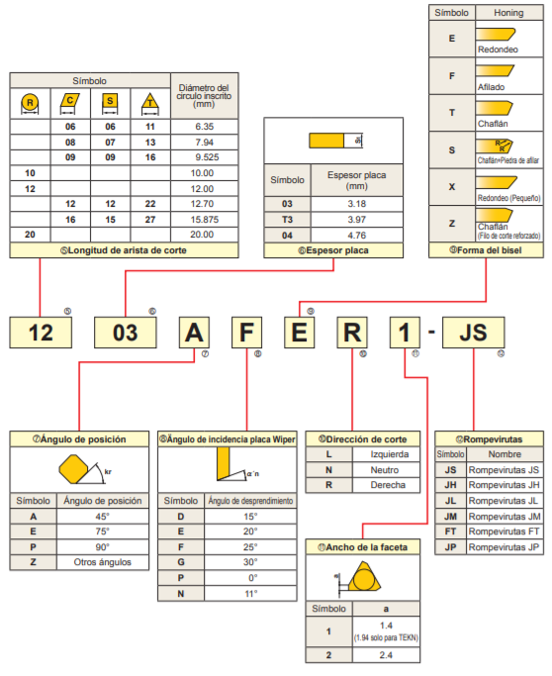
En la compra de insertos es importante la identificación según la ISO para realizar los pedidos, en los cuales se deben tener en cuenta los 12 códigos.

 Para terminar
Para terminar

En la selección de los parámetros de corte, es muy importante tener en cuenta la clasificación de los materiales según la ISO, igualmente se tiene que considerar la calidad del inserto de acuerdo con las características que tienen los diferentes materiales que hacen parte de los grupos de clasificación ISO.
 Evaluación Divergente
Evaluación Divergente
https://www.sandvik.coromant.com/es-es/knowledge/machining-formulas-definitions/pages/cutting-tool-parameters.aspx
https://www.sandvik.coromant.com/es-es/services/education/pages/e-learning.aspx