EVALUACION DIVERGENTE INTERPOLACION LINEAL
En la lexía_interpolación lineal usted aprendió a utilizar los comandos preparatorios con la función de interpolación lineal para arrancar viruta y programar el mecanizado de piezas mecánicas; en la siguiente pieza vamos a elaborar: tabla de posición con coordenadas absolutas G90 e incrementales G91, para luego programar el mecanizado; se consideran las operaciones de planeado.
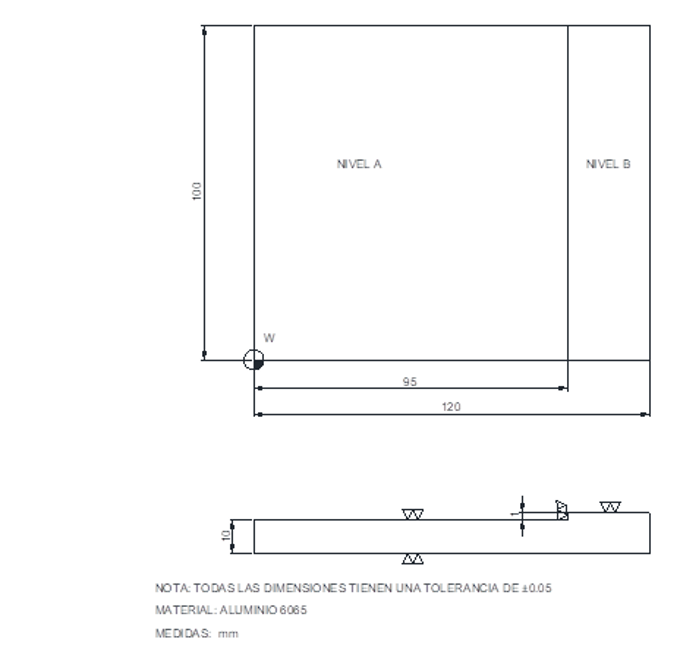
En las operaciones de planeado se utiliza una fresa FACEMILL (de planear) de 48mm de diámetro con 4 insertos de tungsteno.
Observe que la pieza tiene 2 niveles A y B, por lo tanto, en el mecanizado del nivel A debe tener la precaución que la fresa no vaya a arrancar viruta del nivel B, por lo tanto, se debe considerar las coordenadas del centro de la herramienta de tal manera que no vaya a sobrepasar la dimensión estipulada en el plano.
Sugerencia: En el mecanizado de la cara superior, los niveles A y B deben mecanizarse paralelos al eje Y; primero mecaniza el nivel B considerando toda la pieza y luego el nivel A; el mecanizado de la cara inferior se puede realizar paralelo al eje X.
Cualquier inquietud manifiéstelo en el foro; elaborar los 3 programas en un documento Word el cual debe guardarlo con extensión PDF, este archivo es el que debe enviar.
