Interpolacion lineal
¿Por qué estudiar la interpolación lineal?
El estudio de la interpolación lineal me permite
realizar operaciones de mecanizado en: Planeado contornos externos con lados perpendiculares y/o angulares ranurados, y taladrados utilizando la estrategia de mecanizado absoluta G90 o incremental G91 y en ciertas ocasiones combinando los 2 sistemas para facilitar la programación.
|
 |
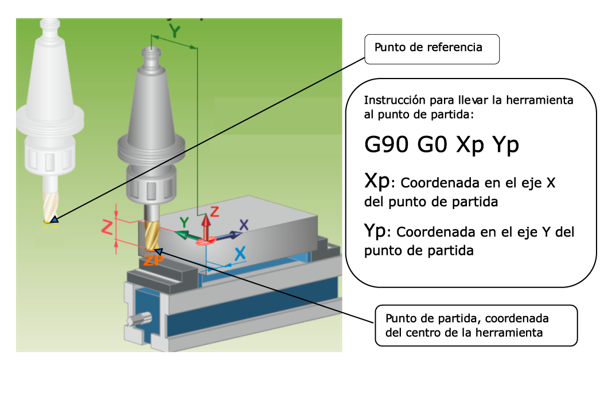
Programación absoluta y/o incremental de un movimiento de herramienta con interpolación lineal
Cuando se energiza la maquina fresadora cnc, se debe llevar la maquina al punto de referencia, por lo tanto, la herramienta se ubica arriba de la pieza que va a mecanizar entonces se tiene que llevar rápidamente la herramienta al punto de partida el cual se ubica a una distancia prudente de la pieza así la herramienta está preparada para realizar el arranque de viruta en la pieza y seguir la trayectoria programada.
Mecanizado cara superior de la pieza
Vamos a realizar el programa del mecanizado de la cara superior de la pieza, en sistema absoluto y/o incremental, utilizando movimientos de la herramienta con interpolacion lineal.
|
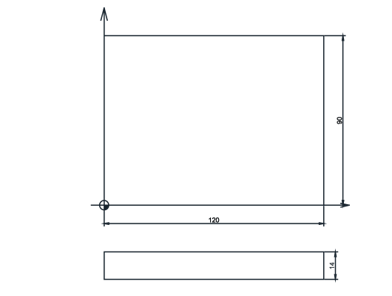
Plano taller de la pieza que se va a mecanizar.
|
Material: Acero 1020
Nota: Todas las dimensiones tienen una tolerancia dimensional de: ± 0.05
1. Solicitar el material en bruto.
Para mecanizar la pieza a las dimensiones solicitadas en el plano taller, se debe solicitar el material en bruto, por lo general se dá un margen de sobremedida de 2.5 mm a cada lado lateral de la pieza, y 1mm a la cara superior e inferior de la pieza, por lo tanto el material en bruto es de 125 x 95 x 16mm, así es posible arrancar viruta y lograr las dimensiones solicitadas.
Un aspecto importante a considerar en el material en bruto es el espesor de este, por lo general se corta de una lámina y esta es más probable conseguirla comercialmente en espesores en pulgadas entonces los 16 mm de altura que debe tener el material en bruto lo convertimos a pulg, 16mm x 1in/25.4mm = 0.630 in está próximo a 5/8, por lo tanto las dimensiones del material en bruto bajo estas condiciones sería: 125 x 95 x 5/8” (15.9mm)
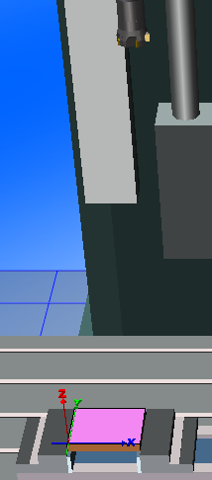
2. Sujeción del material y determinar cero de pieza o programa.
Material en bruto sujetado en la maquina y ubicación del cero de programa o pieza G54
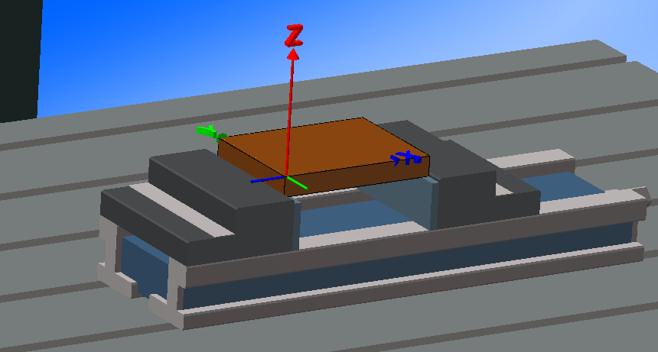
Observe que el cero de pieza se toma dentro del material en bruto, ubicandolo en el origen del sistema coordenado del plano de la pieza, se sujeta la pieza de tal manera que permita el arranque de viruta del contorno externo.

3. Mecanizar la pieza en fresadora CNC controlador HNC-21M
Se seleccionan los parámetros de corte, teniendo en cuenta la tabla resumida de velocidad de corte y la hoja de cálculo se determina: (S) 600rpm y un avance (F) 240mm/min.
3.1 Operación de planeado
En el planeado de la pieza se tiene en cuenta lo siguiente:
Herramienta: fresa de planear de 48mm de diámetro y con 4 dientes

En el proceso de planeado, la fresa debe ir a un punto de partida que este fuera de la pieza usualmente se dá un margen de 2.5mm de las caras en este caso cara lateral izquierda, la herramienta debe iniciar el arranque de viruta con el 70% de su diámetro, por lo tanto sobresale de la cara frontal el 30% equivale a: 48 x 0.3 = 14.4mm.
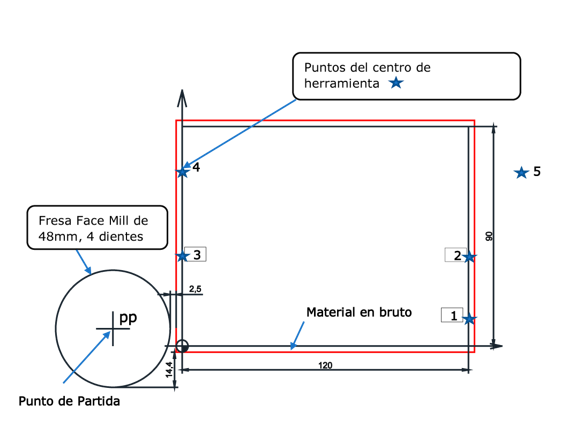
Tabla de posiciones de las coordenadas del centro de la herramienta en sistema absoluto e incremental.
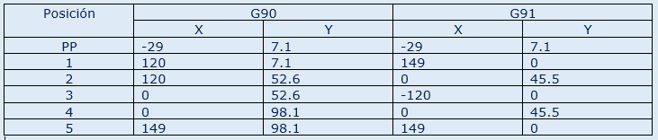
Programación del controlador HNC-21M
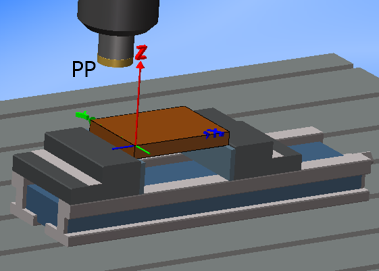
G90 G54 G00 X-29. Y7.1 S600 M03; ir rápido al punto de partida en sistema absoluto.
|
La herramienta queda encima de la pieza, porque solo se mueve rápido en el eje X y Y.
|
Bloque de programacion:
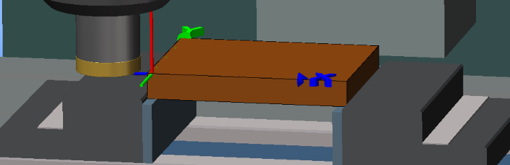
G43 Z5. H01; nos acercamos a 5mm del cero de pieza y nos ubicamos en el punto de partida

|
Observe que la herramienta está encima del
Material en bruto.
|
Boque de programacion:
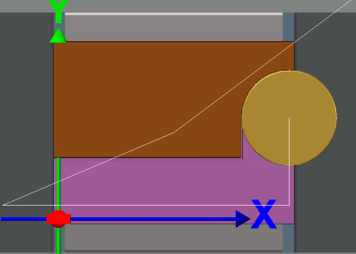
G01 Z0. F120.; avanza la herramienta al punto de incio, con una interpolacion lineal a una velocidad de 120mm/min ubicandose al nivel superior de la pieza, cuando se desplace al lado derecho arrancará 1mm de viruta al material en bruto, observe que el avance es a la mitad del avance calculado.
|
La herramienta está lista para arrancar viruta.
|
Bloque de programacion:
X120. F240.; arrancamos viruta mecanizando hacia la derecha del cero de pieza, observe que no se introduce G01 no se hace esto porque el comando preparatorio G01 es modal, es decir queda memorizado en la memoria del controlador.
|
Siguiendo la estrategia de mecanizado en planeado la herramienta llega al extremo derecho del material en bruto, el centro de la herramienta se ubica en el lado derecho de la pieza.
|
Bloque de programacion:
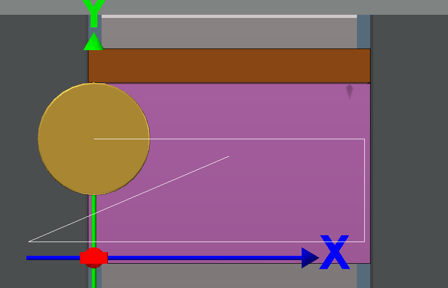
G91 G1 Y45.5; se desplaza la herramieta en el sistema incremental:45.5mm, permitiendo un traslape de 2.5mm en el corte que va a realizar cuando se mueva a la izquierda, observe que no se introduce F, no se hace esto porque F tambien es modal queda en la memoria del controlador.
|
Distancia de traslape: 2.5mm.
|
Bloque de programacion:
G90 X0; la herramienta arranca viruta al lado izquierdo,
Bloque de programacion:
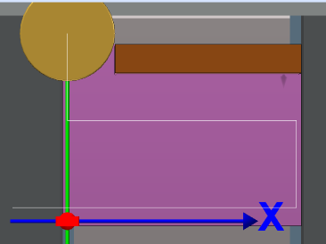
G91 G1 Y45.5; se repite el movimiento incremental en el eje Y, desplaza la herramieta en el sistema incremental hacia arriba con un traslape de 2.5mm
Bloque de programacion:
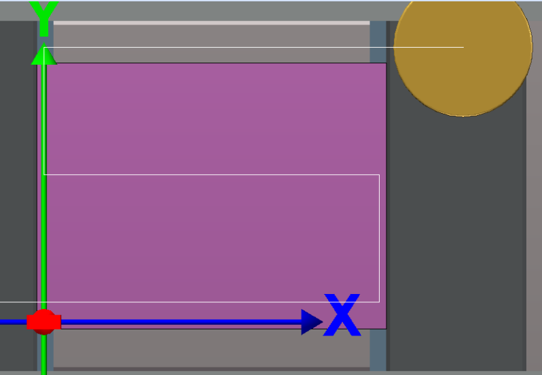
G90 G1 X149; con esta instrucción la herramienta termina el mecanizado de la cara superior de la pieza y sale completamente del area de mecanizado.
|
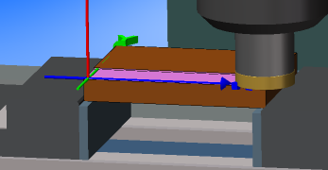
Observe la trayectoria (líneas de color blanco) que siguió la herramienta, es una estrategia de planeado siguiendo una trayectoria en ZIG-ZAG.
|
Un aspecto muy importante en la operación de planeado es determinar cuantas pasadas se requieren para completar el mecanizado de toda la cara superior, porque en la ultima pasada de la trayectoria en ZIGZAG la fresa debe salir fuera de la pieza, observe que mientras no se termina de mecanizar toda la cara, la trayectoria de la fresa va de extremo a extremo de las coordenadas del contorno de la pieza; con la siguientes formulas se calcula la cantidad de pasadas que se requieren para mecanizar toda la cara superior:
Cuando la fresa va del punto1 al punto2, la cantidad de material que arranca viruta es:
CAV1-2=1.7D-2.5
Este resultado se resta del ancho de la pieza (W), si este es mayor de cero entonces se continuan las pasadas incrementando al anterior calculo CAV3-4 = 1.5D-2.5, hasta que la diferencia sea ≤0
Con el siguiente ejemplo aclaramos el calculo a realizar, supongamos que el ancho de la pieza es W=101.6mm, considermos que el diámetro de la fresa FACEMILL es de 48mm, entonces.
CAV1-2=1.7D-2.5
CAV1-2= 1.7*48-2.5 = 79.1mm
W- CAV1-2 ≤0
101.6-79.1=21.9 ≥0; entonces se requiere otra pasada
CAV3-4 = 1.5D-2.5
CAV3-4 =1.5*48-2.5=69.5; este resultado tengo que sumarlo a la anterior pasada
CAVT= CAV1-2+ CAV3-4 +…+…+…+….≤0
CAVT =79.1+69.5=148.6
W-CAVT
101.6-148.6 ≤0
-47≤0; por lo tanto para mecanizar completamente la cara superior se requieren 3 pasadas
Nota:
CAV1-2: Cantidad de arranque de viruta ocasionado a la pieza, en la trayectoria del punto 1 al 2
CAV3-4: Cantidad de arranque de viruta ocasionado a la pieza, en la trayectoria del punto 3 al 4
CAVT: Cantidad total de arranque de viruta ocasionado a la pieza
W: ancho de la pieza
Bloque de programacion
G91 G28 Z0; se levanta la herramienta al punto de referencia del eje Z
M05; apaga el husillo
M30; finaliza el programa
|
Observe que la herramienta retorna al punto de referencia en el eje Z.
|
El programa completo para mecanizar el planeado es el siguiente:
%01; Encabezado del programa
N5 G21; Sistema métrico
N10 G17 G40 G80; Designa plano de trabajo X Y, cancela compensacion de radio y cancela ciclos.
N15 T1; Herramienta 1, cabe anotar que en la fresa no hay cambio de herramientas, este bloque es opcional, pero es bueno aconstumbrarse a programarlo para no cometer errores en un programa para un centro de maquinado.
N20 G90 G54 G00 X-29. Y 7.1 S600 M03; ir rapido al punto de partida.
N25 G43 Z5. H01; aproximar la herramienta al material ubicandose a 4mm de la superificie.
N30 G01 Z0. F120.; interpolacion lineal en el eje Z, la herramienta se ubica a nivel de la pieza.
N35 X120. F240; arranca viruta al material en bruto, con interpolacion lineal a 120mm del cero de pieza a una velocidad de 240mm/min.
N40 G91 Y45.5; continua arrancando viruta en direccion del eje Y, con una medida incremental que permite un traslape de 2.5mm cuando la herramenta se mueva a la izquierda.
N45 G90 X0. ; arranca viruta al lado izquierdo sín que la herramienta salga de la pieza.
N50 G91 Z45.5; continua arrancando viruta en direccion del eje Y similar al registro N40.
N55 G90 X149; finaliza el planeado, la herramienta arranca viruta a la derecha hasta salir de la pieza.
N60 G91 G28 Z0; la herramienta retorna al punto de referencia en el eje Z
N65 M05; se apaga el husillo.
N70 M30; se finaliza el programa.
 Para terminar
Para terminar
Moviendo la herramienta de corte con interpolación lineal, es posible mecanizar una pieza teniendo en cuenta que la aproximación de la herramienta al punto de partida debe realizarse con movimiento rápido el cual lleva la velocidad del controlador de la máquina, la interpolación lineal permite el proceso de arranque de viruta a la velocidad de avance deseada, la cual depende de las propiedades mecánicas del material a mecanizar (dureza Brinell), material de la herramienta de corte y potencia que se disponga en la maquina

 Evaluación Divergente
Evaluación Divergente