EVALUACION DIVERGENTE INTERPOLACION CIRCULAR
En la lexía_interpolación circular usted aprendió a utilizar los comandos preparatorios con la función de interpolación circular para arrancar viruta y programar el mecanizado de piezas mecánicas; en la siguiente pieza vamos a elaborar: tabla de posición con coordenadas absolutas e incrementales para luego programar el mecanizado del acabado del contorno; la pieza en bruto tiene una tolerancia de 2.5mm con respecto al perfil de la pieza, esta es cortada con plasma de una lámina de acero al carbono A36 de ¾ de espesor; se va a dar una profundidad máxima de: 2mm.
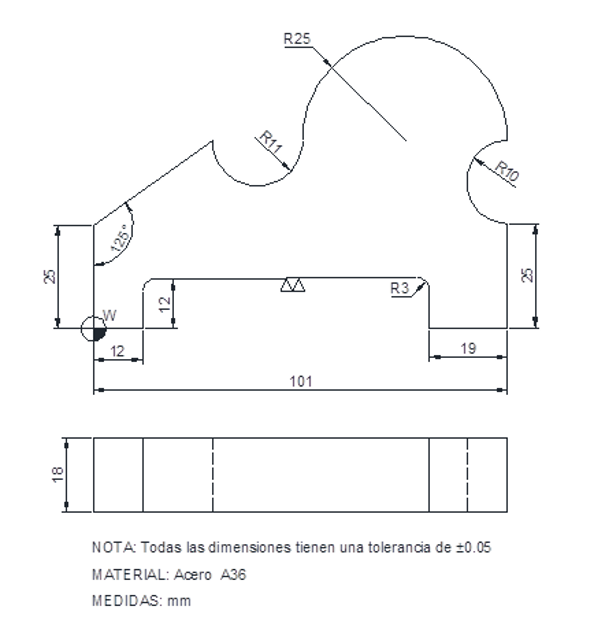
En la operación de contorno se utiliza una fresa ENDMILL (fresa frontal) de 5mm de diámetro con 4 dientes de tungsteno.
Sugerencia: El mecanizado del acabado del contorno, se debe realizar compensando el radio de herramienta, por lo tanto, designe con letras los vértices y extremos de curvatura para realizar la tabla de posición con coordenadas, observe que el cero de pieza esta en la esquina inferior izquierda de la pieza, recuerde la sobremedida del material en bruto.
Cualquier inquietud manifiéstelo en el foro; enviar la programación del programa del mecanizado del contorno de la pieza, en bloc de notas.
