


Interpolacion Circular
¿Por qué utilizar la interpolación circular en la programación del mecanizado de una pieza?
Con la interpolación circular es posible realizar operaciones de mecanizado en piezas que tienen formas geometrias con curvas, utilizando los comandos preparatorios G2 interpolación circular a la derecha y G3 interpolación circular a la izquierda.
Los códigos G2 y G3 son de carácter modal, es decir al Programarlos quedan en la memoria del controlador.
|
 |
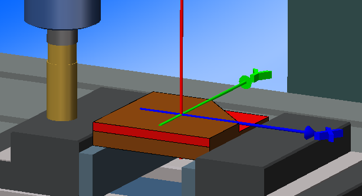
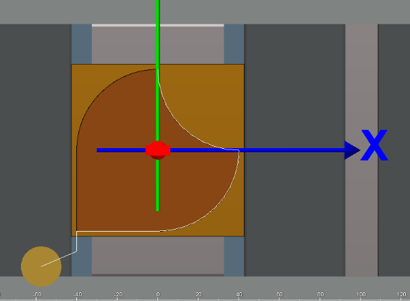
En el siguiente ejemplo de mecanizar el contorno externo, aplicaremos los comandos preparatorios G2 y G3 en curvas que tiene la pieza y que son ¼ de circulo.
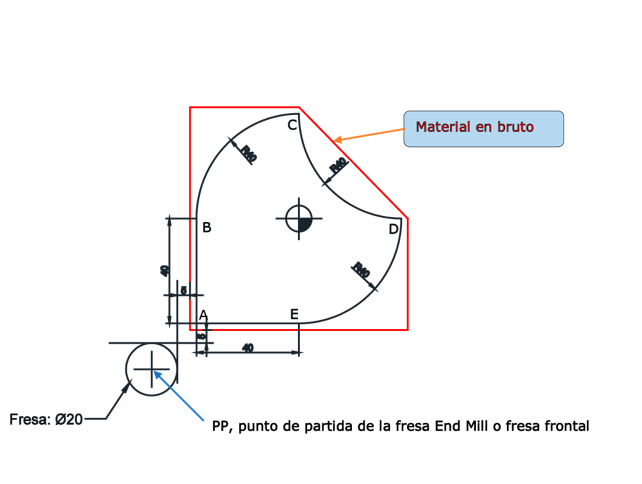
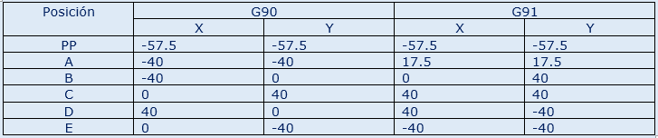
Para aprender a programar ayuda a comprender el manejo de coordenadas, y sistemas absolutos e incrementales cuando se elabora una tabla en la que se considere la posición, las coordenadas de los puntos a los que se va a mover la herramienta en los sistemas absoluto y sistema incremental, en el caso de maquinar compensando el radio de herramienta se consideran los vértices de la pieza A, B, C, D, E
Bloque programado:
G90 G0 G54 X-57.5 Y-57.5 S1000M3; ir rápido al punto de partida girando la herramienta.
G43 Z5.H01; aproximar rápidamente la herramienta al material en bruto, se ubica a 5mm de la superficie del material en bruto en dirección del eje Z.
Bloque programado:
G1 Z-5. F500.;b> se dá la profundidad de corte, la herramienta está fuera de la pieza.
Bloque programado:
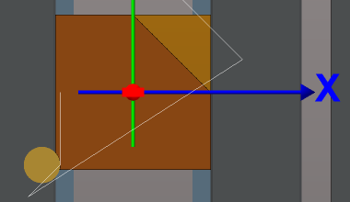
G1 G41 X-40 Y-40. F1000.; se arranca viruta compensando el radio de herramienta con la técnica del mecanizado CLIMB, la fresa avanza hasta el vértice A de la pieza, hay que tener en cuenta que el husillo se mueve en el eje Z, la mesa es la que se desplaza en los ejes X y Y.
|
Condición del mecanizado CLIMB, el sentido de giro de la herramienta coincide con el sentido de avance de la mesa, son concordantes.
|
Bloque programado:
Y0 F1000.; la herramienta arranca viruta con movimiento de interpolación lineal se avanza hasta el vértice B de la pieza con velocidad de 1000m/min.
Bloque programado:
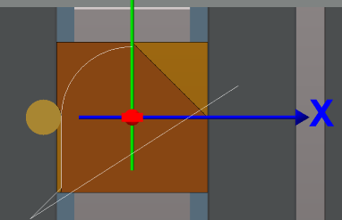
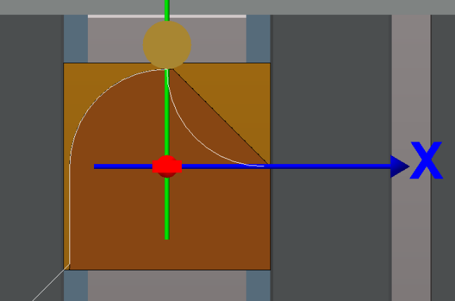
G2 X0 Y40 R40.; la herramienta arranca viruta girando a la derecha, sentido horario CW con interpolación circular generando un arco de ¼ de circulo, la fresa avanza hasta el vértice C.

Bloque programado:
G3 X40 Y0 R40.; la herramienta arranca viruta girando a la sentido contrario a las manecillas del reloj CCW con interpolación circular generando un arco de ¼ de circulo, la fresa avanza hasta el vértice D.

Bloque programado:
G2 X0 Y-40 R40.; la herramienta arranca viruta girando al sentido horario CW con interpolación circular generando un arco de ¼ de circulo, la fresa avanza hasta el vértice E.
Bloque programado:
G1 X-40; la herramienta arranca viruta con interpolación lineal hasta el vértice A.
G0 G40 X-57.5 Y-57.5; la herramienta debe salir al punto de partida PP y se debe cancelar la compensación de radio, así no se daña el contorno externo de la pieza.
|
Retorno de la herramienta al punto de partida quitando la compensación del radio, así no se daña el contorno de la pieza.
|
El programa completo para mecanizar el contorno es el siguiente:
%01; Encabezado del programa.
N5 G21; Sistema métrico.
N10 G17 G40 G80; Designa plano de trabajo X Y, cancela compensacion de radio y cancela ciclos.
N15 T1; fresa EndMill de 20mm de diámetro.
N20 G90 G00 X-57.5 Y -57.5 S600 M03; ir rapido al punto de partida PP.
N25 G43 Z5. H01; aproximar la herramienta al material ubicandose a 5mm de la superificie.
N30 G01 Z-5. F120.; interpolacion lineal en el eje Z, se da la profundidad de 5mm, fuera del material.
N35 G1 G41 X-40 Y-40; interpolacion lineal compensando el radio de herramienta, la herramienta arranca viruta, la fresa avanza hasta el vertice A.
N45 Y0. ; interpolacion lineal, la herramienta arranca viruta hasta el vertice B.
N50 G2 X0 Y40 R40; interpolacion circular a la derecha CW, la herramienta avanza hasta el vertice C.
N55 G3 X40 Y0 R40; Interpolacion circular a la iquierda CCW, la herramienta avanza hasta el vértice D.
N60 G2 X0 Y-40 R40; interpolacion circular a la derecha CW, la herramienta avanza hasta el vertice E.
N65 G1 X-40; interpolacion lineal hasta el vertice A.
N70 G0 G40 X-57.5 Y-57.5; sale rápido al punto de partida, cancelando la compensacion del radio de herramieta.
N75 G91 G28 Z0; la herramienta retorna rápido al punto de referencia en el eje Z de la maquina, el husillo se levanta.
N80 M5; se apaga el husillo.
N85 M30; fin de programa con retorno al inicio del programa.
 Para terminar
Para terminar
Moviendo la herramienta de corte con interpolación lineal, es posible mecanizar una pieza teniendo en cuenta que la aproximación de la herramienta al punto de partida debe realizarse con movimiento rápido el cual lleva la velocidad del controlador de la máquina, la interpolación lineal permite el proceso de arranque de viruta a la velocidad de avance deseada, la cual depende de las propiedades mecánicas del material a mecanizar (dureza Brinell), material de la herramienta de corte y potencia que se disponga en la maquina.

 Evaluación Divergente
Evaluación Divergente


