

Programacion ciclos de mecanizado
¿Para qué me sirven los ciclos de mecanizado?
Los ciclos de mecanizado en fresadoras cnc son muy
utilizados en el maquinado de agujeros que siguen patrones particulares de ubicación, esta característica de mecanizado de las maquinas cnc les brinda una gran ventaja comparada con las maquinas convencionales.
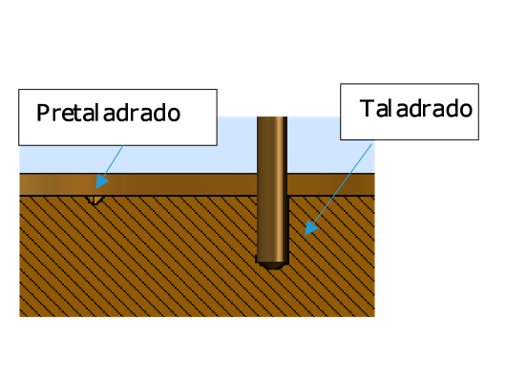
El maquinado de agujeros es probablemente una de las operaciones más comunes en una fresadora cnc, dentro de estas operaciones de ciclos fijos de maquinado vamos a considerar las más utilizadas como son el pretaladrado G81 y taladrado con picoteo G83.
|
 |
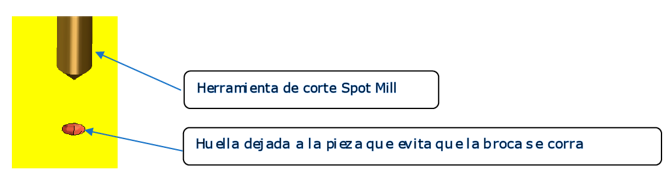
El ciclo de pretaladrado consiste en realizar una huella a la pieza que sirve de guía a una broca para que no se vaya a correrse esta cuando vaya a perforar dicho agujero y así garantizar la precisión de la ubicación del agujero.
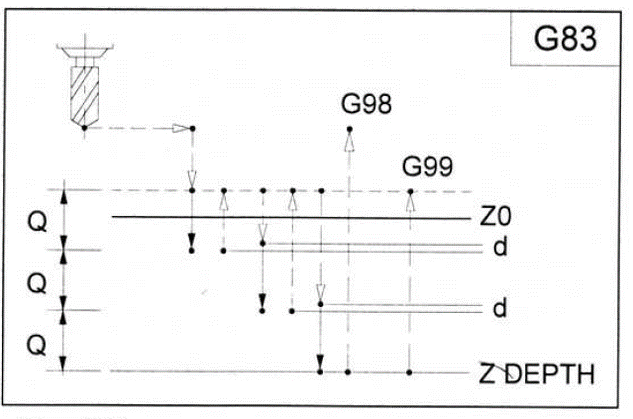
El ciclo de taladrado por picoteo permite perforar agujeros profundos evacuando la viruta que se forma al maquinar el agujero, así no se atasca la broca.

Los comandos preparatorios G81 y G83 se acompañan de otros 2 comandos preparatorios G99 (Nivel de retracción rápida) y/o G98 (Nivel de retracción inicial) que optimizan la perforación de patrones de agujeros.
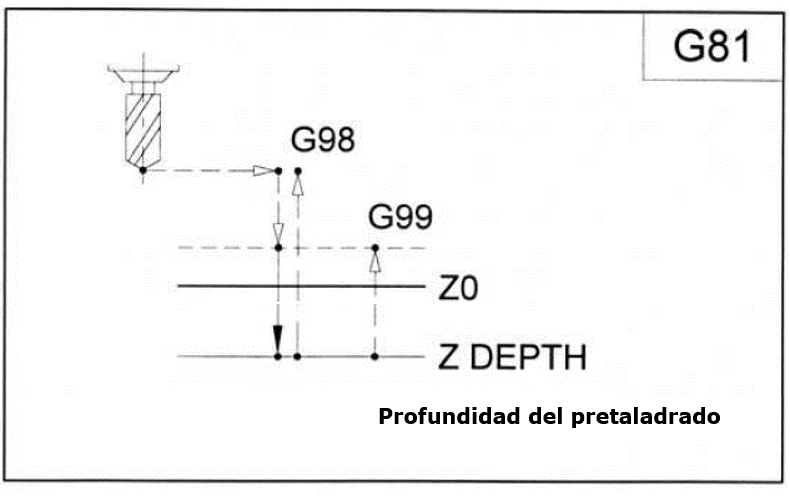
Formato del bloque de pretaladrado.

X, Y: coordenadas del punto centro del agujero.
Z: Profundidad de pretaladrado igual al radio de la fresa SPOT MILL.
R: distancia al nivel de retracción rápida.
F: velocidad de arranque de viruta en el pretaladrado, mm/min.
Formato del bloque de taladrado con picoteo.

X, Y: coordenadas del punto centro del agujero.
Z: Profundidad de pretaladrado igual al radio de la fresa SPOT MILL.
R: distancia al nivel de retracción rápida, por lo general de: 2.5mm.
Q: incremento de profundidad, se calcula como: Q = (Z + R) /3 a 5 picoteos, el valor de Q debe introducirse con signo negativo –
K: tolerancia para evitar choque de broca, ya que la broca retorna rápidamente del nivel de referencia rápido al incremento de perforación realizado, por lo tanto, K tiene una tolerancia de 0.25mm
F: velocidad de arranque de viruta en el proceso de taladrado con picoteo, mm/min
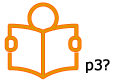
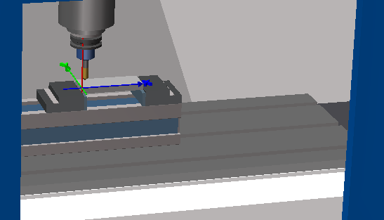
Programemos el pretaladrado y taladrado de un patrón lineal de agujeros.
El plano taller del patrón lineal es el siguiente:
MATERIAL:ALUMINIO 6065
En el plano taller se observa que los agujeros son pasantes por lo tanto en el proceso de taladrado por picoteo el incremento de profundidad Q se calcula considerando que la broca debe pasar completamente por lo tanto se acostumbra aumentar 1mm al espesor y la punta de la broca tiene una altura = 0.3 X D, siendo D el diámetro de la broca, 12mm, entonces Q = (Z + R +1+3.6) /3, Z es el espesor de la pieza entonces Q = (9.5 + 2.5+1+3.6)/4 = 4.15mm.
Programa para el pretaladrado.
La fresa spotmill es de 10mm de diámetro.
Bloque programado.
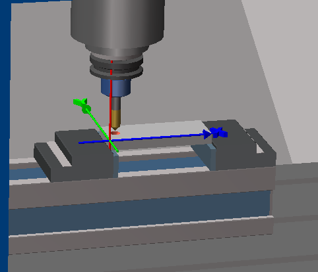
G90 G54 G0 X10 Y20 S1000 M3; la fresa SpotMill se ubica sobre la posición del primer agujero.
Bloque programado.
G43 Z5. H01; se va rápidamente al nivel de referencia inicial, ubicado a 5mm sobre la superficie.
.
Bloque programado.
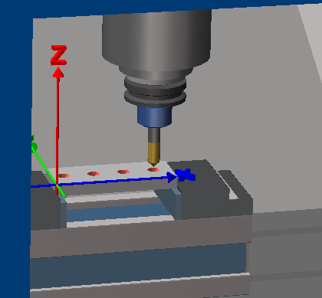
G99 G81 Z-5 R2.5 F100; se pretaladra el primer agujero a una profundidad de 5mm.
Bloque programado.
G91 X25. L3; se continua el proceso de pretaladrado de forma incremental con un incremento de 25mm y se utiliza el contador L=4 porque ya se mecanizo el primer agujero previo.
Bloque programado.
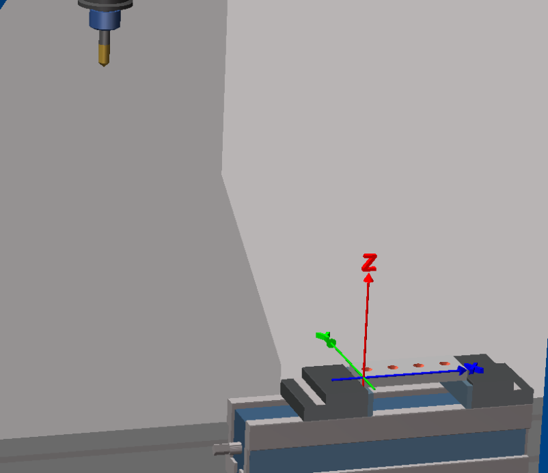
G28 Z0; la herramienta retorna al punto de referencia en el eje Z.
El programa completo para mecanizar el pretaladrado es el siguiente:
%01; Encabezado del programa.
N5 G21; Sistema métrico.
N10 G17 G40 G80; Designa plano de trabajo X Y, cancela compensacion de radio y cancela ciclos.
N15 T1; fresa Spot Mill de 10mm de diámetro.
N20 G90 G00 X10 Y 20 S600 M03; ir rapido al punto de partida PP.
N25 G43 Z5. H01; aproximar la herramienta al material ubicandose a 5mm de la superificie.
N30 G99 G81 Z-5 R2.5 F100; se realiza el primer pretaladrado retornando rapidamente al nivel de referencia rápida.
N35 G91 X25. L3; se continua pretaladrando los agujeros faltantes, note que se utiliza un contador de ciclos de taladrado L.
N40 G28 Z0; la herramienta retorna rápido al punto de referencia en el eje Z de la maquina, el husillo se levanta.
N45 M5; se apaga el husillo.
N50 M30; fin de programa con retorno al inicio del programa.
Programa de taladrado con picoteo G83.
Siguiendo los mismos pasos de pretaladrado intente programar el proceso de taladrado con picoteo.
Complete las instrucciones faltantes y el comentario despues del punto y coma.
%01;
N5 G21;
N10 G17 G40 G80;
N15 T1; Broca de 12mm
N20 G___G00 G__ X___ Y ___ S600 M03;
N25 G43 Z___ H01;
N30 G99 G__ Z-__ Q___K___ R____F____;
N35 G___ X___ L3;
N40 G___Z0; la herramienta retorna rápido al punto de referencia en el eje Z de la maquina, el husillo se levanta.
N45 M___; se apaga el husillo.
N50 M____; fin de programa con retorno al inicio del programa.
 Para terminar
Para terminar
El mecanizado con ciclos fijos tiene mucha aplicación en procesos de taladrado, este proceso agiliza las perforaciones que se realizan con un alto grado de precisión que es muy difícil lograrlo en una fresadora convencional, un aspecto a tener en cuenta en el taladrado por picoteo es el incremento de profundidad Q, este depende mucho de la calidad del material de la broca y del material de la pieza muchas veces el incremento se debe reducir a 1mm por pasada.

 Evaluación Divergente
Evaluación Divergente


