Ajustes y tolerancias ISO
Los ajustes son categorías de tolerancias dimensionales utilizadas en el ensamble de piezas cilíndricas y prismáticas.
Un caso simple se presenta cuando se quiere montar un eje dentro de un agujero sin que exista movimiento relativo entre ellos y desear que el montaje y desmontaje sea sencillo.
Ajustes estandarizados, según la norma ISO
En el acotado de planos taller pueden aparecer las siguientes anotaciones:
Ø25H7g6
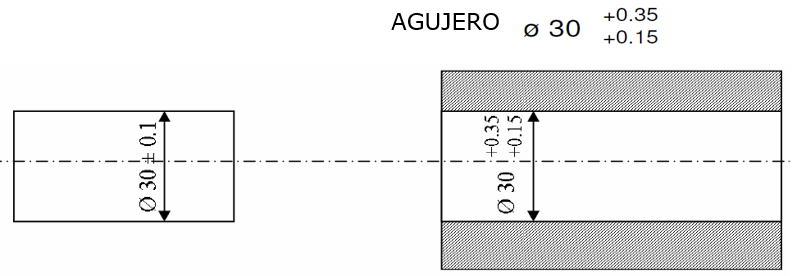
Ø25: es la dimensión nominal de ajuste.
H7: la letra mayúscula, H identifica al agujero y el numero 7 hace referencia a la calidad de ajuste.
g6: la letra minúscula g, identifica al eje y el número 6 hace referencia a la calidad de ajuste.
por lo tanto, hay que tener en cuenta que la letra mayúscula designa la calidad de ajuste del Agujero y la letra minúscula designa la calidad de ajuste del eje.
Ejemplo:
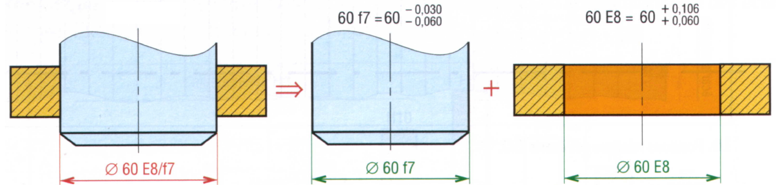
La calidad f7, considera para un eje de 60mm una tolerancia mínima de: -0.030 y máxima de: -0.060
Representación gráfica de los ajustes
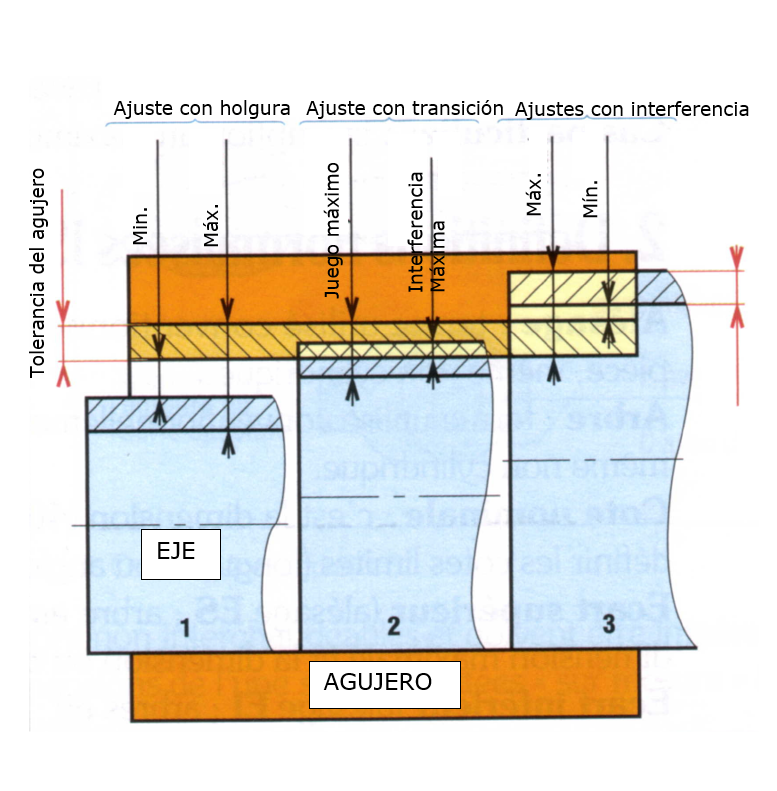
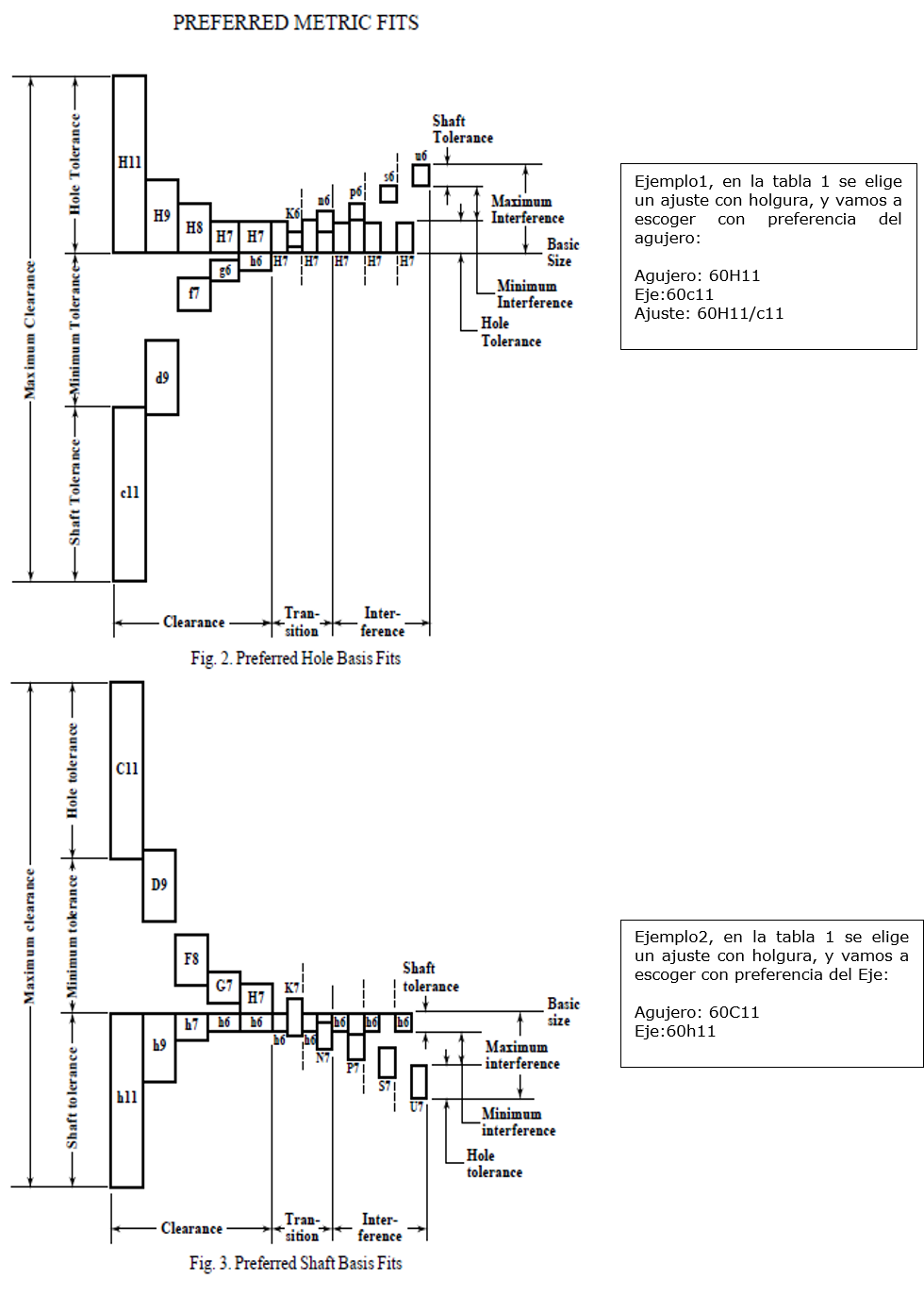
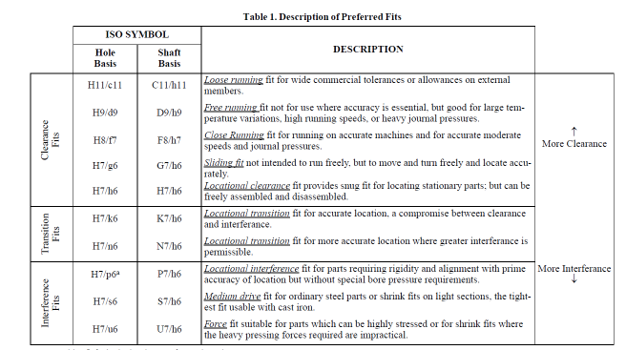
En la tabla1 se muestra la descripción de los ajustes preferidos para los 3 tipos mas comunes de ajustes, ajuste con holgura, ajuste con transición y ajuste con interferencia, en los cuales se pude elegir como símbolo ISO básico al Agujero o al Eje, observé el ejemplo1 y el ejemplo 2.
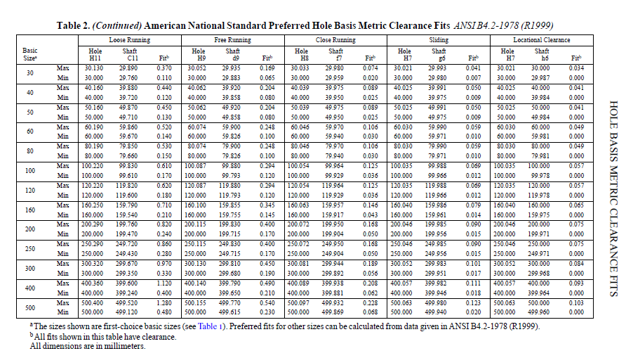
En la tabla 2 de ajustes con holgura, determinamos los valores máximos y mínimos que tiene el agujero y el eje así como la tolerancia de ajuste, considerando al Agujero como base.
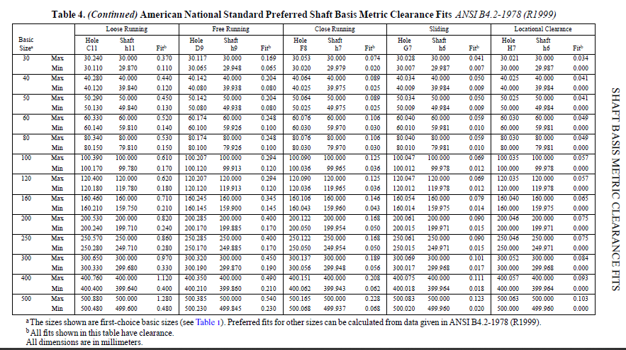
En la tabla 4 de ajustes con holgura, determinamos los valores máximos y mínimos que tiene el agujero y el eje así como la tolerancia de ajuste, considerando al Eje como base.
Dimensiones del agujero y eje del ejemplo 1, considerando como base el agujero.
Dimensiones del agujero, en la tabla2, se determina la dimensión máxima que corresponde a la anotación 60H11, diámetro máximo:60.190mm, diámetro mínimo:60.00mm.
Dimensiones del eje, en la tabla2, se determina la dimensión máxima que corresponde a la anotación 60c11, diámetro máximo:59.860mm, diámetro mínimo:59.670mm.
Tolerancia del ajuste, en la tabla 2, se determina la tolerancia de ajuste de holgura máximo: 0.520mm y ajuste de tolerancia de holgura mínimo:0.140mm; estos valores se calculan restando del valor máximo del agujero, el valor mínimo del eje:
60.190-59.67=0.520mm, valor de la tolerancia máxima de holgura.
A la inversa calculamos la tolerancia de holgura mínima, restamos la dimensión mínima del agujero, menos la dimensión máxima del eje:
60.00-59.86 = 0.14 mm, valor de la tolerancia mínima de holgura.
Dimensiones del agujero y eje del ejemplo 2, considerando como base el eje.
Para determinar las dimensiones del agujero y del eje El manejo de la tabla 4 es similar al manejo de la tabla 2, así como los cálculos para determinar la tolerancia de ajuste de la holgura.
En el mecanizado por arranque de viruta, la dirección de las estrías más usuales, son las que corresponden a:
